



Quick Summary: If you are still continuing to use manual checking with the scrap and rework, while warranty expenses are increasing, we know what the end game will be. Computer vision in manufacturing assists plants to overcome defect escapes, bottlenecks during inspection, and 100% consistency of quality at the production speed. The question is how? This blog breaks down how it works, where it delivers significant ROI for your business, and how to implement it without disrupting operations.
Manufacturers lose an estimated $1.7 trillion annually to quality failures, most of which stem from defects that slipped through manual inspection. According to a 2024 McKinsey report, AI-powered computer vision for manufacturing reduces defect escape rates by up to 90% while cutting inspection costs by half. Vision intelligence in manufacturing is no longer a pilot-stage experiment; it is the infrastructure driving the next era of industrial efficiency. This guide covers everything you need to know, from how it works to how to implement it.
How Computer Vision Systems for Manufacturing Actually Work?
Computer vision for manufacturing is the application of AI-powered image analysis to automate visual tasks on the production floor, including inspection, monitoring, tracking, and quality control, at speeds and accuracy levels no human team can match.
At its core, a computer vision system for manufacturing consists of three components working in sync:
- Imaging hardware: High-resolution cameras, thermal imagers, or 3D sensors placed at critical points on the line.
- Edge or cloud compute: Processing units that run the AI models in real time, often embedded directly on the factory floor.
- Trained AI models: Deep learning models trained on product-specific imagery to classify, detect, or segment visual anomalies.
The key distinction from traditional machine vision is adaptability. Legacy rule-based systems break the moment a product changes or lighting shifts. AI computer vision in manufacturing learns from data, adapts to variation, and improves over time. To understand the technical foundation in depth, explore how computer vision works.
Deployment can be real-time flagging defects as products move past a camera at line speed or batch-based, where images are processed post-shift for trend analysis and reporting. Most modern computer vision platforms for manufacturing support both.
What are the Applications of Computer Vision Intelligence for Manufacturing?
The range of computer vision applications and examples in manufacturing has expanded significantly. What started with surface defect detection has grown into a full operational layer across the factory floor.


Quality Inspection & Defect Detection
This is the most mature and widely deployed application. Vision systems inspect every uunit’swelds, coatings, surfaces, and dimensions at line speed, catching micro-defects invisible to the human eye. Bosch reported a 70% reduction in false rejection rates after deploying AI vision inspection on their automotive lines.
Assembly Line Monitoring
Vision systems verify that components are correctly assembled, oriented, and placed before the product moves to the next stage. Missing screws, reversed parts, and misaligned components are caught instantly before they become expensive rework.
Worker Safety & Compliance
AI computer vision in manufacturing monitors zones for PPE compliance, helmets, gloves, vests, and detects unsafe proximity to machinery in real time. Alerts are triggered before an incident occurs, not after.
Predictive Maintenance
Thermal cameras and vibration-sensitive vision systems identify early signs of mechanical wear, overheating motors, misaligned gears, and leaking seals before failure. This shifts maintenance from reactive to predictive, reducing unplanned downtime by up to 40% according to Deloitte’s 2024 manufacturing report.
Supply Chain & Inventory Visibility
Vision systems automate warehouse tracking, identifying, counting, and locating parts without manual scanning. Combined with robotics, they enable dark warehouses where no human presence is required.
Packaging & Labeling Verification
Vision intelligence in manufacturing confirms that packaging is correctly sealed, labels are readable and correctly placed, and barcodes scan accurately, which is a non-negotiable for regulated industries like pharma and food.
For a broader look at where this technology applies across sectors, see computer vision examples across industries.
Key Computer Vision Techniques in Manufacturing
Different problems require different computer vision techniques in manufacturing. No single method fits all use cases; the right approach depends on what you need to detect, how fast your line runs, and what level of accuracy your process demands.
Image Classification
The model categorizes an image as pass or fail, defective or acceptable. Ideal for high-volume, binary quality gates where speed is critical.
Object Detection
Identifies and locates specific objects within an image, such as a missing bolt, a misaligned label, or an incorrectly placed component. YOLO and Faster R-CNN are common architectures used in production environments.
Semantic Segmentation
Classifies every pixel in an image, enabling precise boundary-level defect mapping. Used in semiconductor fabrication and precision components, where defect location and size matter as much as presence.
Anomaly Detection
Trains on known-good products and flags deviations from that baseline. Highly effective in predictive maintenance, the system learns what normal looks like and alerts when something diverges from it.
Optical Character Recognition (OCR)
Reads and verifies text on labels, serial numbers, and date codes. Essential for traceability and regulatory compliance in pharma and food manufacturing.
Top Computer Vision Solutions for Manufacturing by Use Case
Computer vision for the manufacturing industry is not one-size-fits-all. The right solution depends heavily on the sector, the product, and the specific process being monitored. Here is where the technology is delivering the strongest results today.
Automotive
Weld quality verification, paint surface inspection, part assembly confirmation, and torque validation are the primary applications. BMW and Toyota have deployed vision systems across their body shop and paint lines, reducing end-of-line defects by over 60%.
Electronics & Semiconductors
PCB inspection, solder joint verification, component placement accuracy, and wafer surface analysis. The tolerances here are measured in microns only. AI-powered vision systems deliver the precision required.
Food & Beverage
Foreign object detection, fill level verification, label alignment, seal integrity, and contamination screening. Vision intelligence in manufacturing is essential in food production, where a single failure can trigger a recall.
Pharmaceuticals
Blister pack inspection, pill count verification, vial seal integrity, and label compliance against FDA/EMA requirements. Vision systems provide the audit trail regulators require and the accuracy that patient safety demands.
For a full picture of how vision intelligence applies across other sectors, explore computer vision for industries.

How to Implement Computer Vision in the Manufacturing Industry
Implementation is where most projects succeed or fail. The technology is mature; the challenge is deploying it correctly within the constraints of a live production environment.
Step 1: Define Your Use Case & Success Metrics
Start with a specific, measurable problem. Not ‘improve quality’ but ‘reduce surface defect escapes on Line 3 by 80%.’ Vague mandates produce vague outcomes. Define your KPIs: defect detection rate, false positive rate, and throughput impact before you write a line of code or issue an RFP.
Step 2: Assess Your Infrastructure & Data Readiness
Computer vision models are only as good as the data they train on. Audit your existing image data volume, labeling quality, and variability. Simultaneously, assess your network, compute, and integration readiness. Can your PLC systems accept signals from an AI inspection system? Will your MES capture the output data?
Step 3: Choose Between Edge, Cloud, or Hybrid Deployment
Edge deployment processes images locally, with no latency, no connectivity dependency, ideal for real-time line applications. Cloud deployment offers more compute power for complex models and easier updates. Hybrid architectures run time-critical inference at the edge while sending data to the cloud for model retraining and analytics.
Step 4: Select the Right Computer Vision Platform
Evaluate computer vision platforms for manufacturing against your specific use case, not just feature lists. Shortlist vendors who have deployed in your industry, who can demonstrate accuracy on your product type, and whose platform integrates with your existing OT and IT stack.
Step 5: Pilot, Validate & Scale
Run a contained pilot on one line or one station before scaling. Use the pilot to measure accuracy against your defined KPIs, identify edge cases the model misses, and build operator trust. Scale only after you have a validated baseline.
Common Implementation Pitfalls to Avoid
- Underestimating data preparation time, labeling quality images is slow and resource-intensive
- Deploying without operator buy-in, floor teams who distrust the system will override it
- Choosing a platform before defining the use case technology should follow the problem, not lead it
- Skipping model retraining due to production conditions change; models that are not retrained degrade over time
Your Implementation Options: How to Get Started
Once you have defined your use case and assessed your readiness, the next question is who builds it. There are three viable paths, each suited to a different organisational context.
Work with a Computer Vision Software Development Company
A computer vision software development company designs, builds, and deploys a custom solution end-to-end from camera selection and model training to system integration and post-deployment support. This is the right route when your use case is complex, your environment is non-standard, or off-the-shelf platforms cannot meet your accuracy requirements.
What to look for in a partner:
- Proven deployments in your industry, not just general AI capability
- Experience with OT/IT integration in live production environments
- Transparent model performance metrics and a clear retraining strategy
Understanding the computer vision software development cost upfront is critical for budget planning, as costs vary significantly based on model complexity, data requirements, and integration scope.
Hire Computer Vision Developers
Building an in-house capability makes sense when computer vision is a long-term strategic differentiator for your business, not just a one-off deployment. You hire computer vision developers to own the models, retrain them as production conditions change, and extend the system to new use cases over time.
The core skills and roles you need:
- Computer vision engineers (model development and training)
- MLOps engineers (model deployment, monitoring, retraining pipelines)
- Data annotators (image labeling and dataset management)
- OT integration specialists (connecting AI systems to PLC/SCADA infrastructure)
Many manufacturers blend models, a development partner builds the initial system, while internal developers take over ongoing management. This reduces time-to-deployment without locking you into an external vendor permanently.
Engage a Computer Vision Consulting Firm
Computer vision consulting is best suited to the early stages when you know the problem exists but are not yet clear on the solution architecture, vendor landscape, or business case. Consultants help you define the use case precisely, evaluate the platform and build options objectively, and create a deployment roadmap before any capital commitment is made.
When consulting makes more sense than building:
- You have multiple potential use cases and need prioritisation guidance
- Your team lacks the domain expertise to evaluate competing vendors fairly
- You need an independent business case to secure executive or board approval
How to Choose Computer Vision Platforms for Manufacturing in 2026
The platform market has matured, and there are now dozens of computer vision platforms for manufacturing claiming best-in-class accuracy. The decision is rarely about the technology alone; it is about fit.
Build vs. Buy Decision Framework for Your Business
Buy a platform when:
- Your use case is standard (defect detection, OCR, assembly verification)
- Speed to deployment is a priority
- You do not have an internal ML team
Build custom when:
- Your product has unique characteristics; no platform is trained for
- You operate in a regulated environment with strict data sovereignty requirements
- Computer vision is a long-term competitive differentiator you want to own
Key Evaluation Criteria
- Accuracy benchmarks on products similar to yours (not on generic benchmark datasets)
- Integration with your existing MES, ERP, and PLC/SCADA systems
- Edge deployment capability and hardware compatibility
- Model retraining workflows: Howeasy is it to improve the model as production changes?
- Total cost of ownership licensing, compute, integration, and ongoing support
ROI & Business Case
Computer vision solutions for manufacturing are capital investments. Decision-makers need a credible ROI story before approving deployment, and data support a strong case.

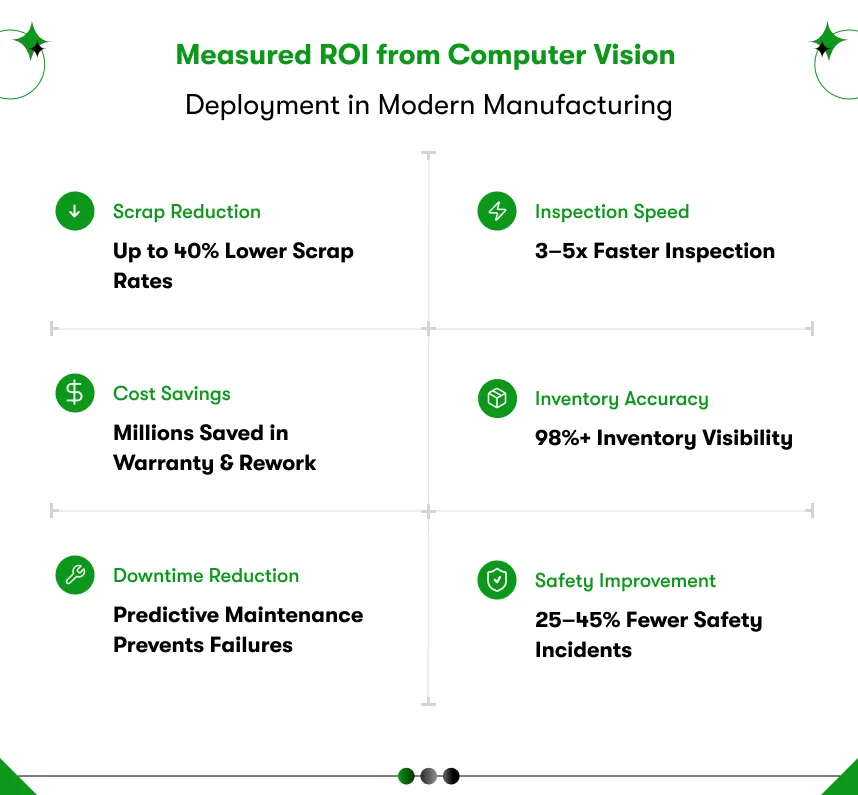
Real Metrics From Deployments
- Defect reduction: 60–90% reduction in defect escape rates across automotive and electronics deployments (Cognex, 2024)
- Throughput gains: 20–35% increase in inspection throughput by eliminating manual bottlenecks
- Labour reallocation: 1 AI vision system can replace 4–6 manual inspectors per shift, redeploying those workers to higher-value tasks
- Downtime reduction: Predictive maintenance via vision cuts unplanned downtime by up to 40% (Deloitte Manufacturing Report, 2024)
How to Present the Business Case Internally
Anchor the case to a current cost. What does a single recall cost your business? What is the fully loaded cost of your current inspection team? Frame the investment against those numbers, not against abstract efficiency gains. Pilot results from a single line provide the most compelling evidence; a well-designed pilot typically pays for itself within six months.
Conclusion
Computer vision for manufacturing has crossed from experimental to essential. The manufacturers pulling ahead in 2026 are the ones who have moved beyond pilot projects and embedded vision intelligence into their core operations. The technology is proven, the ROI is documented, and the deployment path is clear.
If you are ready to implement or are just working out where to start, Kody Technolab is here to help. Whether you need a full computer vision software development company to build your system, experienced developers to join your team, or a consulting partner to define your roadmap, we work with manufacturers to turn vision intelligence from a concept into measurable results. Talk to our team today and give your business a better scope for growth.
Frequently Asked Questions
What is computer vision used for in manufacturing?
Computer vision for manufacturing is used to automate visual inspection, detect product defects, monitor assembly accuracy, verify packaging and labeling, track inventory, and monitor worker safety, all in real time and at production line speeds.
What is the difference between machine vision and AI computer vision in manufacturing?
Traditional machine vision uses fixed, rule-based algorithms to detect predefined patterns. It is fast but brittle; any change in product, lighting, or environment can cause failures. AI computer vision in manufacturing uses deep learning models that learn from data, adapt to variation, and improve over time. It handles the complexity and variability of real-world production that rule-based systems cannot.
How much does a computer vision system cost?
Computer vision software development cost varies widely based on system complexity, data requirements, hardware, and integration scope. A focused single-station deployment might range from $50,000–$150,000. Enterprise-scale multi-line systems with custom model development can run into seven figures. A scoped pilot is typically the most cost-effective starting point it validates accuracy and ROI before full capital commitment.
How long does it take to implement computer vision in a manufacturing environment?
A focused pilot on a single inspection station typically takes 6–12 weeks from scoping to go-live. Full-scale deployment across multiple lines takes 6–18 months, depending on integration complexity and data availability. The largest variable is usually data preparation; labeling high-quality training images takes time and cannot be rushed without compromising model accuracy.
Which industries benefit most from computer vision solutions for manufacturing?
Automotive, electronics and semiconductors, pharmaceuticals, and food and beverage see the strongest returns primarily because quality standards are exacting and the cost of defect escapes is high. That said, any manufacturer with a high-volume visual inspection requirement or significant manual quality control cost is a strong candidate.