


Blog Summary: Imagine a factory where machines predict failures before they happen, quality is guaranteed, and production runs flawlessly and your capital increases. Manufacturers worldwide are transforming faster than ever, and many of these breakthroughs come from real, proven AI in manufacturing examples that show what’s possible. No, this is not an imaginary world; it is the reality of many manufacturers, and it can be yours too. This blog will help you learn about AI in manufacturing examples alongside the most impactful AI use cases, case studies, and its benefits. Whether you are a newbie or someone who’s looking to scale your existing AI initiatives, this guide will talk you through how leading companies are using AI for innovation and improving their decision-making.
Introduction to AI in manufacturing, examples, and business use case 101
Wouldn’t it be perfect if you were cutting downtime by 30%, slashing defect rates by half, i.e. 50%, and accelerating product launches to grow your business? Sounders are perfect, right? What was a $5.32 billion market is now projected to explode to $47.88 billion by 2030. (Source: Grand View Research)
This suggests that the AI in the manufacturing industry is expanding at a CAGR of 46.5% from 2025 to 2030, and AI has become the heart of the transformation currently taking place in the manufacturing industry.
From optimizing production lines to predicting machine failures before they even happen, AI has truly changed the narrative of the manufacturing business. As more manufacturing companies have started to adopt AI across their daily operations, many leaders are searching for AI in manufacturing examples that show the technology works in real scenarios, so that they can improve their business efficiency, reduce costs, and persistently stay competitive in the market. After businesses have witnessed the real-world application of AI and its benefits, they have started adapting to this AI trend as soon as possible.


Let’s dive into this blog and understand AI in manufacturing, examples, use cases, and recent trends that can put your business ahead of the curve. In case you are new to this topic, you can also explore our AI in Manufacturing guide for a foundational understanding before diving deeper.
What is AI in Manufacturing?
Artificial Intelligence in manufacturing is the use of intelligent machines and data-driven systems that enhance, automate, and optimize factory operations. AI enables manufacturers to make informed decisions, predict issues before they occur, and maintain product quality rather than solely relying on manual monitoring.
The AI use case in the manufacturing industry has made a huge impact across the production lifecycle and operations in the industry. You can witness AI in manufacturing examples in your daily like in the industry, it helps automate repetitive tasks, detect defects, and optimize resource utilization. In addition to this, it has also helped them drive real-time decision-making, improving their overall growth and strategy with higher accuracy and better results. The recent AI manufacturing trends have streamlined the workflow and also improved productivity with reduced operational costs.
Let’s talk about some of the most compelling examples of AI in manufacturing. They include predictive maintenance systems that minimize downtime, computer vision tools that actually perform automated quality inspection with higher accuracy, and AI-driven supply chain forecasting that enhances efficiency completely. If you are exploring deeper insights into how AI delivers measurable value, you can refer to our detailed guide on AI benefits in manufacturing that provides a detailed breakdown of its impact.
Key AI Use Cases in the Manufacturing Industry
AI is redefining the manufacturing industry, driving smart operation, reducing downtime, improving cost efficiency, and better product quality. It has various use cases and benefits in the manufacturing industry. Use cases such as AI predictive maintenance, AI for supply chain, quality assurance, robotics and automation, and more have been at the forefront of this AI trend.

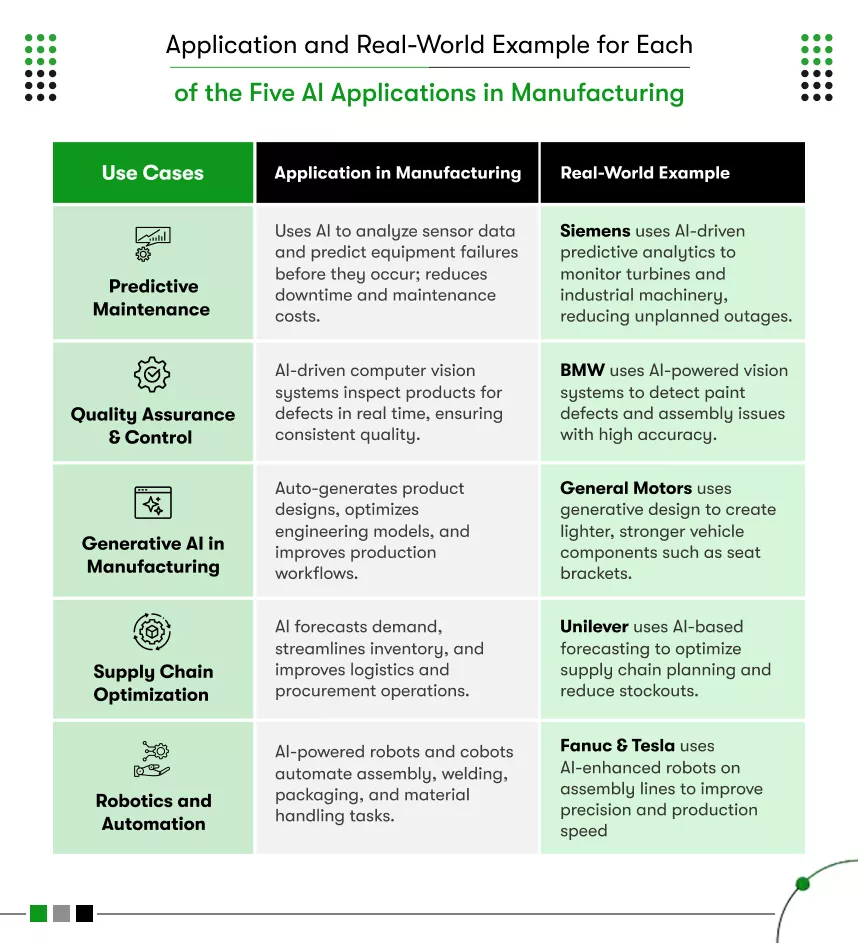
Let’s move forward and look at the key AI applications in the manufacturing industry, many of which serve as strong AI in manufacturing examples.
1. AI Predictive Maintenance
Amongst various use cases, AI predictive maintenance holds one of the important applications. The most important application is its ability to forecast machine failures before they disrupt production in mass. Using a combination of sensor data, machine learning models analyze equipment performance, detect exceptions or abnormalities, and predict when a specific component or item is most likely to malfunction and disrupt manufacturing or production.
This has allowed manufacturers to schedule maintenance according to necessity, which is how it helps them reduce downtime and actually extend machine lifespan. With advanced algorithms continuously learning from old and real-time data, predictive maintenance systems help companies optimize operational reliability and prevent unexpected production malfunctions.
2. Quality Assurance and Control
Quality is non-negotiable in manufacturing, and with AI becoming the forefront of this revolutionary trend, it has changed the accuracy of identifying defects and correcting them at the same time. Automated inspection systems that are powered by computer vision technology detect imperfections at a faster speed and offer a precision level beyond human capability.
These tools analyze patterns and compare them with ideal product standards or checklists. If the product matches the standard, it passes the quality assurance and flags inconsistencies instantly if the product doesn’t match the standards. This makes AI one of the most widely used AI use cases in manufacturing, especially in industries where precision is critical, such as automotive, electronics, and pharmaceuticals.
For instance, one of the best AI in manufacturing examples for quality assurance and control is BMW. BMW uses a computer vision system to detect paint defects and assembly issues. This helps them improve inspection lines to reduce error rates and maintain consistent product quality.
3. Generative AI in Manufacturing
We are all aware of the power of generative AI. How it has helped transform industries like design, supply chain, healthcare, real estate, logistics, and more, the manufacturing industry is no different when it comes to generative AI.
Generative AI use cases in manufacturing include AI-assisted CAD modelling, rapid prototyping, process optimization, and layout planning. Engineers can evaluate thousands of design combinations in minutes, which cuts the long development time while improving product performance.
Generative AI is opening entirely new dimensions for the industry. Through these intelligent algorithms, manufacturers can auto-generate design variations, simulate performance outcomes, and identify the most efficient production pathways. This makes Gen AI one of the emerging AI in manufacturing examples for design and innovation.
4. Supply Chain Optimization
From flexible dynamic routing to warehouse automation, AI for supply chain solutions has increased visibility and reduced the risks that was associated with fluctuating demand or material shortages. Modern manufacturing depends on resilient and efficient supply chains, and AI has played a crucial role in it. It helps analyze patterns, logistics data, and supplier performance.
AI tools have helped organizations forecast inventory needs and optimize acquisition decisions. This level of intelligence helps reduce excess inventory, avoid stockouts, improve planning, and resource allocation more efficiently. These AI-powered systems also optimize routing and warehouse operations, ensuring timely deliveries and minimal transportation waste, making it sustainable.
5. Robotics and Automation
AI-powered autonomous robots, particularly collaborative robots, are changing the game for the manufacturing industry. Their ability to actually learn and adapt faster is what makes them different from older industrial robots.
Instead of just repeating the same programmed motions over and over, these machines can adjust to new situations, figure things out on the fly, and work right alongside people without getting in the way.
Industries adapting to AI in automation are guaranteed to stay ahead of the curve. It is one of the most practical ways AI is making a real difference in how things are made. With capabilities such as real-time decision-making and autonomous movement, AI-powered robots help manufacturers speed up production, reduce errors, and maintain a safer work environment.
What Is AI in Manufacturing? Examples and their Impact?
Let’s take a deep dive into the AI in manufacturing case study examples. These examples show how global manufacturers are using AI to improve efficiency, reduce costs, and drive innovation within their brands.


1. Siemens – Predictive Maintenance at Scale
Challenge:
Siemens was dealing with a frustrating issue that needed a way to reduce the number of machines breaking down without warning. This increased downtime was negatively impacting the organization’s production capacity and maintenance costs.
AI Solution & Application:
They turned to AI to get ahead of the problem. Siemens adapted to predictive maintenance models that analyze real-time sensor data from turbines, motors, and heavy industrial machinery. These models detect abnormalities, predict failures, and recommend the best time for maintenance.
Impact of the AI Solution Applied to Siemens:
- Significant reduction in downtime
- Lower maintenance expenses
- Improved equipment lifespan and reliability
2. General Motors – AI-Powered Quality Inspection
Challenge:
Relying on people to inspect every component was slow, and let’s be honest, nobody’s perfect. Manual inspections were time-consuming and prone to human error, resulting in occasional defects and costly rework.
AI Solution & Application:
GM deployed AI-powered computer vision systems to inspect vehicle components and assembly lines in real time. These systems analyze thousands of images per minute, identifying defects with far greater accuracy than human inspectors.
Impact of AI Solution Applied to General Motors:
- Faster, more consistent quality checks
- Reduced product defects and recalls
- Stronger compliance and production efficiency
3. Unilever – Supply Chain Optimization Using AI
Challenge:
Between unpredictable demand and supply chain hiccups, Unilever was stuck with either too much inventory sitting around or not enough when they needed it. Both scenarios were costing them money.
AI Solution & Application:
They implemented AI tools that crunch data on market trends, inventory levels, and external factors to forecast what they’ll actually need. The system automatically adjusts orders and production schedules based on what it learns.
Impact of AI Solution Applied to Unilever:
- Improved forecasting accuracy
- Reduced material waste and stockouts
- Enhanced global supply chain resilience

4. BMW – Robotics and Vision Systems for High-Precision Manufacturing
Challenge:
BMW’s complex assembly work demands both precision and speed. Doing it all manually was challenging, and maintaining consistency across thousands of vehicles was tough.
AI Solution & Application:
BMW implemented AI-driven cobots and computer vision systems to assist in assembly, welding, and surface inspection. The robots adapt to real-time changes and collaborate with human workers safely.
Impact of AI Solution Applied to BMW:
- Greater production accuracy and speed
- Improved worker safety
- Lower error rates and downtime
5. FANUC – Self-Learning Robots Through Reinforcement Learning
Challenge:
Every time manufacturers needed robots to do something new, they had to spend time reprogramming them. This made it slow and expensive to adapt to production changes or introduce new products.
AI Solution & Application:
FANUC developed robots that use reinforcement learning—basically, they learn by doing. These robots try different approaches, see what works best, and get better at tasks over time, all on their own. No constant reprogramming needed.
Impact of AI Solution on FANUC:
- Faster operational adaptability
- Reduced human programming effort
- Higher productivity on complex tasks
These AI use cases in the manufacturing industry are real solutions that major manufacturers are using right now to stay competitive and improve their business ROI. Companies that are using AI strategically to address their biggest pain points can see huge measurable results. The technology is AI in manufacturing; examples have proven capabilities, are accessible, and ready to scale.


Emerging AI Manufacturing Trends and Future Outlook
As global industries shift toward automation and intelligence-first operations, manufacturers are rapidly adopting cutting-edge solutions to stay relevant.

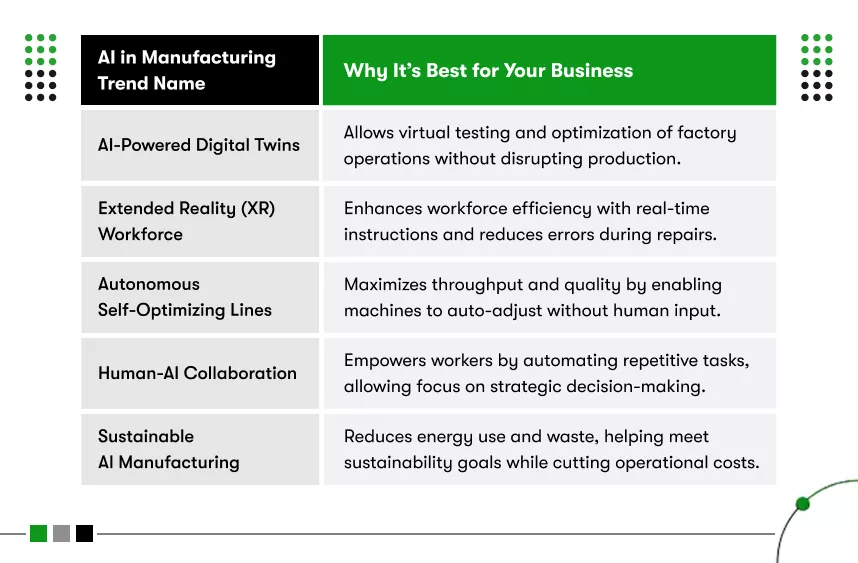
The following AI manufacturing trends are shaping the next decade, enabling enterprises to improve agility, boost productivity, and reduce operational risks.
1. AI-Powered Digital Twins
Imagine you have a complete digital replica of your factory that you could experiment with! Without risking actual production. That’s exactly what AI digital twins do. These virtual models mirror real-world operations in real-time, pulling data from sensors across your facility to simulate different scenarios.
Digital twins let you try all your circumstances virtually first. Whether you want to test a new production layout or you want to try a machine upgrade and see how it would affect throughput, a digital twin will allow it all.
2. Extended Reality (XR) for Smart Workforce Enablement
AR and VR are moving beyond training applications and becoming essential for daily operations. Technicians can access real-time instructions and visual overlays while working on complex machinery, reducing human error and speeding up repair cycles.
For instance, workers wearing AR glasses can see real-time instructions overlaid on equipment, get instant alerts about potential issues, or even connect with remote experts who can guide them through complex repairs.
3. Autonomous and Self-Optimizing Production Lines
Combining AI with robotics and IoT is giving rise to self-regulating manufacturing ecosystems. Machines can now automatically adjust their parameters based on live performance data—without human intervention. This shift not only optimizes throughput but also ensures consistent quality control across every stage of production.
4. Workforce Empowerment Through Human-AI Collaboration
When talking about AI in manufacturing examples, these recent AI trends have proven to be handy in empowering the workers as they boost their efficiency and do not replace them. AI-powered decision engines, predictive insights, and automated reporting systems enable teams to focus on strategy while AI handles repetitive, data-heavy operations. The result? A more capable, future-ready, and focused workforce with enhanced problem-solving capacity.
5. Sustainable Manufacturing Through AI Optimization
Sustainability goals are driving manufacturers to adopt solutions that reduce energy use, minimize waste, and enhance material efficiency. AI systems analyze real-time energy consumption, optimize resource allocation, and propose greener alternatives, making sustainability not just a mandate but a measurable outcome.
What does this mean for your business?
These AI manufacturing trends collectively signal a shift toward intelligent, flexible, and sustainable factories. Companies that invest in advanced AI development services today position themselves at the forefront of innovation, with faster operations, smarter decision-making, and a stronger competitive advantage in the years ahead.
So, if you are planning to invest in an advanced AI development service for your manufacturing operation, you can go ahead because you are making the right decision for your business.
How to Leverage AI in Your Manufacturing Business?
You can leverage AI in your manufacturing business by using it to cut unexpected downtime, improve quality, and make planning more accurate through targeted use cases like predictive maintenance, AI-driven quality inspection, smarter planning and scheduling, all supported by clean data, pilot projects, and an upskilled workforce integrated into your existing systems and workflows.
1. Start With High-Impact, Low-Disruption Use Cases
Begin by identifying processes where AI can deliver immediate ROI with minimal operational change. So, you don’t have to invest big to make a huge difference; you can identify and make minimal changes.
A few common starting points include predictive maintenance, quality inspection automation, and production planning. These are scalable and cost-efficient, helping you build confidence while reducing downtime and improving throughput.
2. Build a Strong Data Foundation
AI thrives on high-quality, structured operational data. So, focus on:
- Installing or upgrading IoT sensors
- Improving data collection from machines, ERP/MES systems
- Centralizing data in a unified platform
With better data visibility, you’ll be able to deploy advanced AI models efficiently and accurately for your operation.
3. Choose the Right AI Technologies and Tools
A perfect technology can take you a long way. Every factory has different requirements, and depending on your objectives, you can integrate:
- Machine learning for forecasting and predictive maintenance
- Computer vision for quality control
- Generative AI for design optimization
- Robotics + AI for automated assembly
- Digital twins for simulation and operational planning
Selecting the right technologies ensures smoother implementation and faster ROI.
4. Foster a Skilled and AI-Adaptive Workforce
AI doesn’t replace the workforce; instead, it empowers them to do better. Upskill technicians, operators, and managers to work confidently with AI-driven systems. Provide training on dashboards, alert systems, and AI-guided workflows so teams can easily collaborate with digital tools easily so that your business and workforce benefit from it.
5. Scale AI Across the Factory
Once you analyze and your early use cases prove to be successful, extend your AI capabilities across:
- Supply chain planning
- Inventory optimization
- Predictive quality models
- Production scheduling
- Energy efficiency
A phased roadmap helps you turn AI from a standalone tool into a cross-functional growth enabler, and trust us, it will be a game-changer.
6. Partner With the Right AI Experts
Working with experienced AI teams ensures your solutions are customized to your needs and up to industrial-grade standards. It also ensures it is aligned with the realities of your manufacturing processes.
If you’re looking to build a customized AI solutions that integrate seamlessly into your production environment, consider your requirements and hire AI developers or choose the best AI development services. These experts’ services help you design, develop, and most importantly, execute AI systems that maximize operational performance while minimizing risks to a minimum.
Conclusion
AI has great trends in the manufacturing industry; it is no longer an experimental upgrade for manufacturers or any other business. It has become a strategic advantage that defines the future of production, efficiency, and competitiveness. Now is the moment to move from your analysis paralysis of implementing AI in your manufacturing business to literally implementing it in real-time.
Well-known brands like BMW and Unilever have implemented AI in manufacturing to address their pain point and grow better, which is a strong AI in manufacturing that shows what’s possible. The question is, when are you going to implement AI in your manufacturing business? At this point, you might be evaluating how AI fits into your production goals, efficiency metrics, and operational bottlenecks. That’s exactly where the right partner accelerates outcomes.
Kody Technolab, a trusted AI development service company, helps manufacturing businesses scale AI systems that drive real operational improvements and overall ROI. Our team blends deep technical expertise with industry insights to ensure predictable, measurable results. The companies that invest today will set the benchmark for operational excellence tomorrow.

FAQ
1. What is AI in manufacturing?
AI in manufacturing refers to using intelligent algorithms, machine learning, and automation tools to optimize, automate, and improve every phase of your production process.
2. What are real-world examples of AI in manufacturing?
Some of the AI in manufacturing examples are leading manufacturers that use AI-driven predictive maintenance (e.g., Siemens with turbines), computer vision for quality inspection (e.g., BMW and General Motors), generative AI for design (e.g., General Motors), and supply chain optimization (e.g., Unilever).
3. What are the most impactful AI use cases in manufacturing?
The most impactful AI use cases in manufacturing include predictive maintenance, quality assurance using computer vision, generative design, supply chain optimization, robotics and automation, and digital twins for simulation and planning.
4. How can small and medium manufacturers begin using AI?
Start with high-impact, low-disruption projects like automating quality inspection or implementing predictive maintenance. Gradually scale to more complex uses such as digital twins, generative AI for product designs, and full-factory automation. In case you are confused, you can consult an AI development service company for a detailed analysis and get their help.
5. Is AI in manufacturing only for large corporations?
No, AI is increasingly accessible to companies of all sizes. Cloud tools, affordable IoT sensors, and off-the-shelf AI models mean that even small manufacturers can adopt AI for measurable improvements.