
Tesla builds a car roughly every 40 seconds at its Gigafactories. Computer vision in Tesla factories makes this speed possible without sacrificing quality standards. The technology acts as the eyes of Tesla’s automated systems, scanning components, identifying defects, and guiding robots with precision that no human team can match at scale.
If you run a manufacturing or industrial automation business, this is directly relevant to your operation. The principles Tesla applies translate across industries, from automotive and electronics to food production and logistics. This blog breaks down exactly how Tesla deploys computer vision, what technology powers each system, and what your business can learn from the approach.
What is Computer Vision, and Why Does Manufacturing Need It?
Computer vision is a branch of artificial intelligence that trains machines to interpret and act on visual data from cameras and sensors. In manufacturing, computer vision replaces manual inspection, guides robotic systems, and detects defects faster and more accurately than human inspectors can.
Traditional quality control depends heavily on human judgment. Human inspectors bring skill and experience to the job, but they also get tired, miss subtle defects, and cannot keep pace with a fully automated production line. At a facility running Tesla’s production volumes, a human-only inspection model would break down under the sheer throughput.
Computer vision solves this by processing visual data from hundreds of cameras simultaneously, in real time, without fatigue. Each camera feeds data into a trained machine learning model that knows exactly what a correct part looks like. When a part does not match that standard, the system flags it immediately and removes it from the line before it causes downstream problems.
This is why computer vision in the manufacturing industry has shifted from a competitive advantage to a baseline operational requirement for high-volume producers.
How Does Tesla Use Computer Vision in Its Factories?
Tesla applies computer vision across six core areas: automated quality inspection, robotic guidance, battery component checking, assembly verification, worker safety monitoring, and production flow analytics. Each system uses cameras, trained deep learning models, and edge computing to process visual data in real time.
Below is a detailed breakdown of each use case and what it achieves on the production floor.
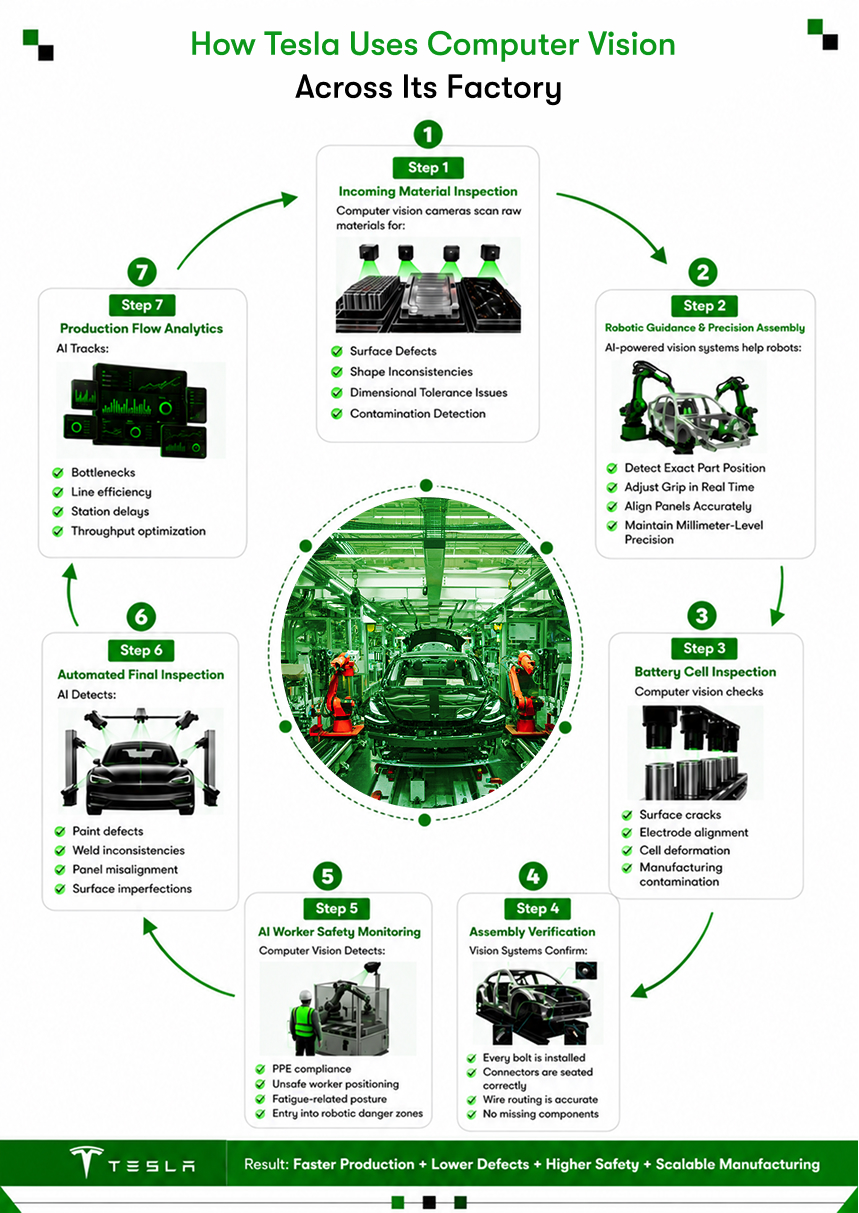
1. Automated Quality Inspection
Tesla’s production lines move at a pace where a single defective panel, if undetected, can affect thousands of vehicles before anyone notices. Computer vision cameras scan every body panel, weld joint, and painted surface at high resolution, catching defects at the point of origin.
The CV inspection system detects:
- Surface dents and deformations smaller than one millimeter
- Paint inconsistencies, bubbling, and color variation
- Misaligned panel gaps outside tolerance
- Incomplete or irregular weld patterns
The system flags defective parts instantly and removes them from the line before they reach the next assembly station. This early detection saves significant rework time and reduces material waste across millions of production cycles.
2. Robotic Arm Guidance and Precision Assembly
Tesla’s robots do not operate on fixed, pre-programmed movements alone. Each robotic arm uses computer vision sensors to identify the exact position, orientation, and alignment of a part before making contact with it. The system builds a 3D spatial map of each component using structured light projectors and stereo cameras.
When a part shifts slightly on the conveyor belt, the robot adjusts its grip in real time based on updated visual data. This dynamic correction is what allows Tesla’s assembly to stay precise across millions of units, even when physical tolerances vary between individual parts.
Tesla factory automation technology depends on this feedback loop between cameras, inference models, and robotic actuators. Without computer vision, every part would need to arrive in a perfectly fixed position, which is not achievable in a live production environment.
3. Battery and EV Component Inspection
Tesla’s 4680 battery cell production runs at extremely high volume. Every cell must meet strict physical and dimensional specifications before it enters a battery pack, because a single defective cell inside a pack affects range, performance, and vehicle safety.
Computer vision inspects each battery cell for:
- Physical deformation or surface cracks
- Electrode alignment outside specification
- Dimensional variance beyond acceptable tolerance
- Contamination on cell surfaces
CV inspection at the cell level gives Tesla a layer of defense before cells enter final pack assembly. Catching a defective cell at this stage costs a fraction of what it would cost to disassemble and rebuild a completed battery pack.
4. Assembly Verification and Missing Component Detection
Every Tesla vehicle passes through hundreds of discrete assembly steps before it leaves the factory. At each station, a computer vision system checks whether every fastener, connector, clip, and bracket is present and correctly installed.
The system verifies the following at each station:
- Bolt torque confirmation and thread engagement
- Wire harness routing and connector seating
- Panel flush alignment within tolerance
- Presence of all required components before the vehicle moves forward
This verification acts as a digital checklist built directly into the production line. It eliminates the risk of a vehicle advancing with a missing or incorrectly fitted part, which would be far more expensive to diagnose and fix further down the line.
5. Worker Safety and Ergonomic Monitoring
AI in Tesla manufacturing extends beyond machine performance. Tesla uses computer vision to protect the people working on the factory floor. Cameras run pose estimation models that monitor whether a worker is holding a posture that increases injury risk during repetitive tasks.
The worker safety system monitors:
- Entry into safety zones around active robotic cells
- PPE compliance, including helmets, gloves, and safety glasses
- Repetitive motion patterns that indicate fatigue
- Unusual movement that may signal an incident in progress
When the system detects a worker inside an active robot operating zone, it triggers an automatic machine shutdown before contact can occur. This removes the dependency on a supervisor physically watching every station at all times.
6. Production Flow and Bottleneck Analytics
Overhead cameras track every vehicle as it moves through Tesla’s production lines. The system records time-at-station data for each car and feeds this information directly into Tesla’s Manufacturing Execution System.
When a vehicle spends more time at a station than the production model expects, the system flags the anomaly for the operations team automatically. This gives supervisors real-time visibility into line health without requiring manual walkthroughs. The data also helps Tesla identify recurring bottlenecks, balance workloads across stations, and improve overall line throughput over time.
What Technology Powers Tesla’s Computer Vision Systems?
Tesla’s computer vision stack combines high-resolution industrial cameras, NVIDIA edge GPUs, convolutional neural networks, and YOLO-based detection models, all trained on millions of labeled images from Tesla’s own production facilities.
The table below shows how each layer of the technology stack functions:
| Layer | Technology Used |
| Cameras | Industrial cameras (Basler, Cognex), structured light sensors, stereo camera rigs |
| Edge Compute | NVIDIA Jetson modules and industrial GPU systems deployed at production stations |
| CV Models | CNNs for classification, YOLO-based detection, semantic segmentation for spatial mapping |
| Training Data | Millions of labeled production images collected from Tesla’s own factory camera network |
| System Integration | Direct connection to Tesla’s Manufacturing Execution System (MES) for real-time data flow |
Tesla holds a structural advantage in building these systems. The same AI engineering team that develops Autopilot and Full Self-Driving technology applies similar deep learning methods to factory computer vision. This means Tesla’s factory CV models benefit from expertise built over years of training vision systems on real-world data.
Tesla also owns both the hardware and the software within its CV stack. This vertical integration allows Tesla to retrain and redeploy models without waiting on third-party vendors, which is a major speed advantage in a production environment where specifications change frequently.
To understand the process behind building systems like this, see our step-by-step computer vision development process.
What Can Manufacturers Learn from Tesla’s Computer Vision Approach?
Manufacturers can apply Tesla’s core strategy by starting with one high-impact use case, building a data pipeline from day one, and scaling systematically based on measured ROI. Tesla’s approach is a replicable blueprint, not an exclusive playbook for billion-dollar operations.
Here are the most actionable lessons for manufacturing businesses:
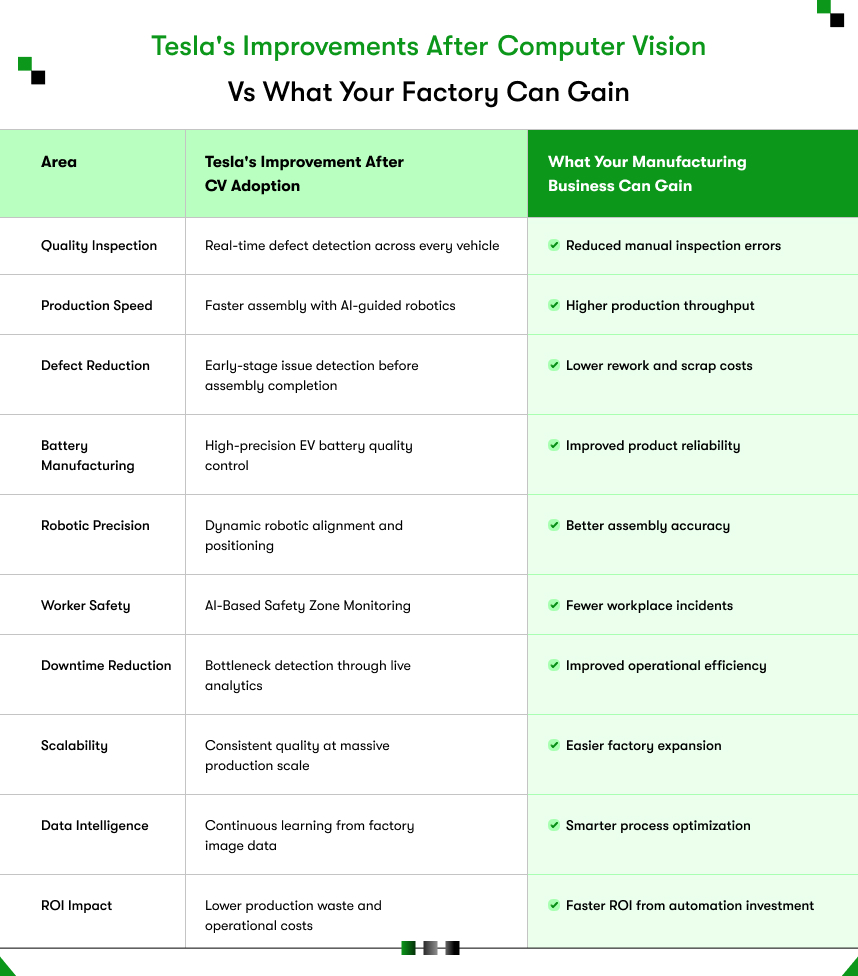
Start with a single use case that delivers clear, measurable results. For most manufacturers, defect detection on a primary product line is the best entry point. This use case delivers visible ROI quickly and generates labeled data that makes the system smarter over time.
Treat your production data as a compounding asset. The more visual data your CV system collects and labels, the more accurately it performs. Tesla’s models reach high accuracy because Tesla has been collecting and labeling factory image data for years. Starting early puts your system on the same compounding curve.
Measure ROI through defect reduction, rework cost, and downtime. These are the metrics where CV delivers the clearest financial return and where the business case becomes easy to justify to stakeholders.
Do not wait for perfect infrastructure before starting. A well-scoped pilot covering one inspection point delivers enough evidence to justify broader investment. Waiting for the ideal setup delays the data collection, which makes any future system more effective.
For a broader view of how CV is transforming production across sectors, read our analysis of computer vision in the manufacturing industry.
How Much Does It Cost to Implement Computer Vision?
The cost of implementing computer vision in a factory ranges from $20,000 for a focused pilot project to $500,000 or more for a full-scale deployment. The final cost depends on the number of inspection points, custom model training requirements, processing architecture, and integration complexity.
The key factors that affect project cost include:
- Number of inspection stations: Each camera installation point adds hardware, mounting, and integration cost.
- Custom model training: Products with unique shapes, materials, or defect patterns require a custom training dataset and engineering time to label and train.
- Edge versus cloud processing: Edge inference delivers low latency at the station level but requires on-site GPU hardware investment.
- System integration: Connecting CV output to an existing MES or ERP platform adds engineering time and testing cycles.
A focused pilot project that covers one production line typically pays for itself within six to twelve months through defect reduction and labor savings. The data collected during the pilot also provides the foundation for a broader rollout with lower incremental cost per station.
To get a detailed breakdown for your facility type, read our guide on the cost of implementing computer vision.
How Kody Technolab Implements Computer Vision for Manufacturers
Kody Technolab is a deep tech company that builds AI-powered robots, computer vision systems, and automation platforms for manufacturers across industries. The team designs complete CV pipelines, from camera selection and data collection through model training, edge deployment, and ongoing system optimization.
Working with Kody Technolab, manufacturing businesses receive:
- A scoped CV implementation plan built around your specific production environment and defect types
- Custom model training on your product data, not generic or off-the-shelf datasets that do not reflect your manufacturing tolerances
- Edge deployment architecture that integrates with your existing infrastructure without requiring a full system replacement
- Post-deployment support and model retraining as your product specifications evolve
The right starting point is a direct conversation about your current quality control challenges and where visual automation can deliver the fastest, most measurable return.
Explore our work as a computer vision development company or hire computer vision developers who have built and deployed production systems across manufacturing environments.
Conclusion
Tesla’s factory performance does not come from one single breakthrough. It comes from applying intelligent automation systematically, across every step of the production process. Computer vision sits at the center of that system, and the technology is not reserved for companies operating at Tesla’s scale.
Manufacturers who build CV capability today will operate at competitive efficiency levels that their current peers cannot match in five years. The technology is accessible, the ROI is well-documented, and the implementation path is clear for businesses that choose the right partner.
If you want to talk about where computer vision fits in your facility, Kody Technolab is ready to build the right system for your operation. You can talk to our computer vision experts today and get started with a complete automotive system.
Frequently Asked Questions
What computer vision technology does Tesla use in its factories?
Tesla uses industrial cameras, NVIDIA edge GPUs, convolutional neural networks, and YOLO-based object detection models trained on millions of labeled factory images, all integrated into its manufacturing execution system for real-time production monitoring.
Tesla’s CV systems process data from hundreds of cameras positioned at every major production station. The models run inference at the edge, meaning each station processes visual data locally without sending it to a central server. This keeps latency low enough to match the pace of a live production line. Tesla also continuously retrains its models as it collects new production data, which allows accuracy to improve over time without significant engineering intervention.
How does Tesla use AI in its manufacturing process?
Tesla uses AI for quality inspection, robotic guidance, battery cell checking, assembly verification, worker safety monitoring, and production throughput analytics, with each system processing camera data in real time using trained deep learning models.
The AI systems at Tesla’s factories do not operate in isolation. Each system feeds data into Tesla’s Manufacturing Execution System, which gives operations teams a live view of line health, defect rates, and station throughput. This connected data architecture allows Tesla to identify production issues quickly and make adjustments before they affect large numbers of vehicles.
What cameras does Tesla use in its factories?
Tesla uses high-resolution industrial cameras from manufacturers including Basler and Cognex, along with structured light sensors for 3D spatial scanning, with specific hardware varying by station type and inspection requirement.
Industrial cameras used in factory CV applications typically capture images at frame rates fast enough to inspect parts moving on a production line without motion blur. Structured light sensors add a depth dimension to standard 2D camera data, which is essential for robotic guidance applications where the system needs to know a part’s exact position in three-dimensional space.
Can computer vision work in smaller manufacturing facilities?
Yes. A basic computer vision pilot covering one inspection point can start at $20,000 and deliver measurable ROI within twelve to twenty-four months through defect reduction and rework savings.
Smaller facilities do not need to deploy CV across an entire plant to see results. A targeted pilot on a single high-defect product or production line delivers enough data and financial evidence to justify broader investment. The systems also scale incrementally, which means a smaller manufacturer can grow CV coverage at a pace that matches available budget and technical capacity.
How long does it take to implement a computer vision system in a factory?
A focused pilot deployment covering one inspection station typically takes six to twelve weeks from scoping to live operation. A full-scale factory rollout runs three to six months, depending on integration complexity and custom model training requirements.
The longest part of most CV implementations is not the hardware installation. It is the data collection and model training phase, where the system learns what a correct part looks like from your specific production environment. Working with a partner who has pre-built tooling for data labeling and model training compresses this phase significantly.









 Contact Information
Contact Information